
Mobile/whatsapp: +86 18025458258
E-mail:sziamqsales02@126.com

Urethane Casting
Vacuum Casting Services

We are China's top vacuum casting factory, providing high quality vacuum casting service or polyurethane casting service. It produces tens of thousands of high quality plastic prototypes with silicone molds every year.
We accurately replicate prototypes with original colors, overmolding, textures and geometries based on master models and components.
We have eight casting machines that can cast prototypes up to 2200mm*1200mm*1000mm in size.
Polyurethane casting is an excellent way to make small batches (10 to 50) of prototypes from a variety of polyurethanes, which can simulate ABS, PMMA, rubber, PP, nylon, etc.



What is Urethane Casting
Urethane casting or vacuum Casting uses the master pattern to make a silicone mold in a vacuum, and then pours it with PU material to create a plastic parts.
Advantages
- Low-Cost Molds: Affordable mold creation.
- Fast Mold Production: Ready in just a few days.
- Material Versatility: Wide range of polyurethane resins, including overmolding.
- Durable Molds: Support 15-20 copies.
Application of Polyurethane Vacuum Cast

Vacuum casting service has a wide range of applications in various industrial fields, such as medical equipment, aviation, automotive industry, electronic products, etc. When you need a small quantity of production-quality plastic parts (from 10 to 50 sets), you should choose vacuum casting to avoid the long lead time and high cost of creating plastic injection mould tools.
These parts are used in prototypes and display models to verify the fit and function of a new design. In some instances, vacuum casting can also be used for end-use parts. Because the casting polyurethane can simulate the properties of ABS, Nylon, PP, PMMA, and soft TPE rubber.



Our Silicone Molding Capability
| Our Cast Machine Size |
|---|
| 2100 x 1300 x 1200 mm |
| 1300 x 1200 x 1200 mm |
| 2 * 1300 x 1000 x 800 mm |
| 2 * 1200 x 1200 x 800 mm |
| 800 x 800 x 600 mm |
| 500 x 500 x 500 mm |

Tolerances of Cast Prototypes
| Dimension | Tolerances |
|---|---|
| 0.5 – 6.00 mm | ± 0.10 mm |
| 6.00 – 30.00 mm | ± 0.20 mm |
| 30.00 – 120.00 mm | ± 0.30 mm |
| 120.00 – 400.00 mm | ± 0.50 mm |
| 400.00 – 1000.00 mm | ± 0.80 mm |
| Angular: ±0.5° | |
A shrinkage rate of 0.15 % is to be expected in general.

Vacuum Casting Material
Materials used in vacuum casting service include thermoplastics, rubbers and resins, all of which can emulate specific properties and characteristics including :Surface texture,Transparency,Rigidity,Strength,Hardness,Temperature resistance,Colour.
The materials used in Vacuum Casting can simulate the following production materials and properties:
- Rubber : high flexibility
- ABS : high rigidity and strength
- Polycarbonate and PMMA : shock resistance, translucence, high temperature resistance
- Polypropylene and HDPR : high elasticity
- Polyamide and glass filled nylon : high rigidity
- Filled ABS : fire resistance and retardance

The following is a list of the most often used casting resins at RpProto. If you have any particular needs that are not met here, please let us know and we will special purchase any commercially available resin for you.
| References | Description | Hardness (shore) | Strength (MPa) | Elongation (%) | Tg (°c) | Colour | |
|---|---|---|---|---|---|---|---|
| TRANSPARENT SYSTEM | |||||||
| Axson PX 522 HT | The same properties as PMMA, cristal PS, MABS. High transparency, Easy polishing, Good UV resistance. | 87D | 75MPa | 9% | 110°c | transparent | |
| Axson PX 521 HT | For crystal glass like parts. High transparency (water clear) , Easy polishing ,High reproduction accuracy . | 87D | 75MPa | 9% | 110°c | transparent | |
| AXSON UPX 5210 | For crystal glass like parts. High transparency, Easy polishing, High reproduction accuracy , Low shrinkage | 83D | 65 – 70 MPa | 15 – 20% | 80°c | transparent | |
| Axson PX 225 | Low viscosity for easy casting. Good impact and flexural resistance. Very easy coloring with all kind of pigments. | 80D | 70MPa | 15% | 80°c | transparent | |
| FLEXIBLE | |||||||
| Axson UPX 8400 | Rubber-Like, Easy to process and pigment, outstanding strength, low aggressiveness to silicone moulds | 20A-85A | 6-22MPa | 450-660% | 80°c | off white | |
| Hei-Cast T0387 | Cured material is transparent. Hardness in a range from Shore A 30 to 80. | 30A-80A | 1.5-40MPa | 260-300% | 60°c | Clear | |
| SPECIFIC, TECHNICAL PLASTICS | |||||||
| Hei-CAST PU8263 | Well-balanced physical properties, difficult-inflammability and excellent dimensional stability | 83D | 68MPa | 15% | 80°c | white | |
| Axson PX 330 | Conforms to FAR 25 (fire resistance) standard. Easy to use. Compliance ROHS. | 87D | 70MPa | 3% | 100°c | white | |
| HDPE – PP type | |||||||
| Axson UP5690 | High elongation, High impact resistance, no breakable, Easy processing, Good flexibility | 75-83D | 25-35MPa | 50-90% | 70°c | White/Black | |
| ABS – HIPS – FILLED PP TYPE | |||||||
| Hei-CAST PU8150 | Well-balanced physical properties, excellent cure properties and superior dimensional stability , high practical strength | 84D | 73MPa | 16% | 85°c | Amber,white and black | |
| Axson UP4280 | Easy processing, High mechanical properties, Good heat resistance up to 100°C | 81D | 84MPa | 13% | 93°c | Dark Amber | |
| Axson PX 100 | Low viscosity. Manual application possible. Long pot life. | 74D | 40MPa | 20% | 75°c | White/Black | |
| Axson PX 527 | Like ABS type or PC. Good impact and flexural resistance. Clear aspect. Can be easily coloured with CP pigments. | 80D | 73MPa | 13% | 80°c | White/Black | |
| Axson PX 223 HT | Low viscosity. Good impact resistance. High temperature resistance. Temperature stability up to 110°C. | 80D | 60MPa | 11% | >120°c | black | |
| Axson PX 245 / PX245L* | Filled.Very short demoulding time. Very rigid. Good abrasion resistance. | 85D | 85MPa | 3% | 95°c | off white | |
Manufacturing Process

1.Master Patterns

2. Positioning of the model in a box and casting of silicon

3. Mold cutting and RP model removal

4. Polyurethane or other material casting

5. Printed model with inlet to be removed
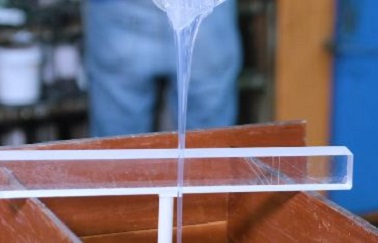
Before making the silicone mold, you need to make an master patterns, which can be made by cnc processing or 3D printing. Start making the silicone mold, and mix the silicone and curing agent evenly.
The appearance of the silicone mold is a flowing liquid, and the component A is silicone. The B component is the curing agent.
Vacuum and bubble removal treatment:
After the silica gel and the curing agent are evenly stirred, perform the vacuuming to remove the bubbles. The vacuuming time should not be too long.
Under normal circumstances, it should not exceed ten minutes. If the vacuuming time is too long, the silica gel will solidify immediately, resulting in a cross-linking reaction.
The silica gel becomes piece by piece and cannot be painted or poured.
Painting or operation process:
The silica gel that has been evacuated and evacuated can be brushed or poured. Pour it on top of the product
(Note: The product or model to be copied before pouring the silica gel must be coated with a release agent or release agent).
Then apply the silica gel on the product. The application must be even. After 30 minutes, paste a layer of gauze and weft cloth to increase the strength and tensile force of the silica gel.
Production of outer mold:
The generally used method and material is to surround the mold with rubber sheets or wooden boards, and fill the mold cabinet with plaster. The other method is to use resin brushing. After applying a layer of resin, a layer of glass is pasted. Fiber cloth, brush and paste, repeat two or three layers to complete the outer mold of the mold.
The operation method of filling mold or pouring mold:
Pouring molds or perfusion molds are used for relatively smooth or simple products. There is no mold line to save labor and time, that is, to copy the product or model you want to copy, pour the vacuumed silica gel directly onto the product, and wait for the silica gel to dry and form After that, take out the product. (Note: The perfusion mold is usually made of soft silicone, so that it is easier to demold and will not damage the product in the silicone mold).
